文字再美,也抵不过视频中的【曲阜】【当地】灯光护栏 镀锌管景观护栏专注生产N年产品真实呈现,赶快点击观看吧!
以下是:曲阜【曲阜】【当地】灯光护栏 镀锌管景观护栏专注生产N年的图文介绍
聚晟护栏制造有限公司是一家从事 镀锌喷塑防撞栏、的公司。公司库存充足,可随到随提,规格齐全,价格合理,信誉度高。本公司自成立以来,一直秉持“诚信经营,客户为上,追求更好,精益求精”的发展理念,以始终如一的服务质量和值得信赖的企业信誉,获得国内外客户及合作伙伴的广泛认可。凭借与国内外各大 镀锌喷塑防撞栏、建立的良好信誉与战略合作关系,我们取得了稳定的产品资源优势。同时,借助的运营体系和专业的市场管理,力求为国内外客户提供快捷而优质的服务。
本公司主要经营 镀锌喷塑防撞栏、等各种产品,特殊规格的产品可订做。真诚地希望与您携手共创辉煌,欢迎您的光临。


不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,清除焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法推荐采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时推荐采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。



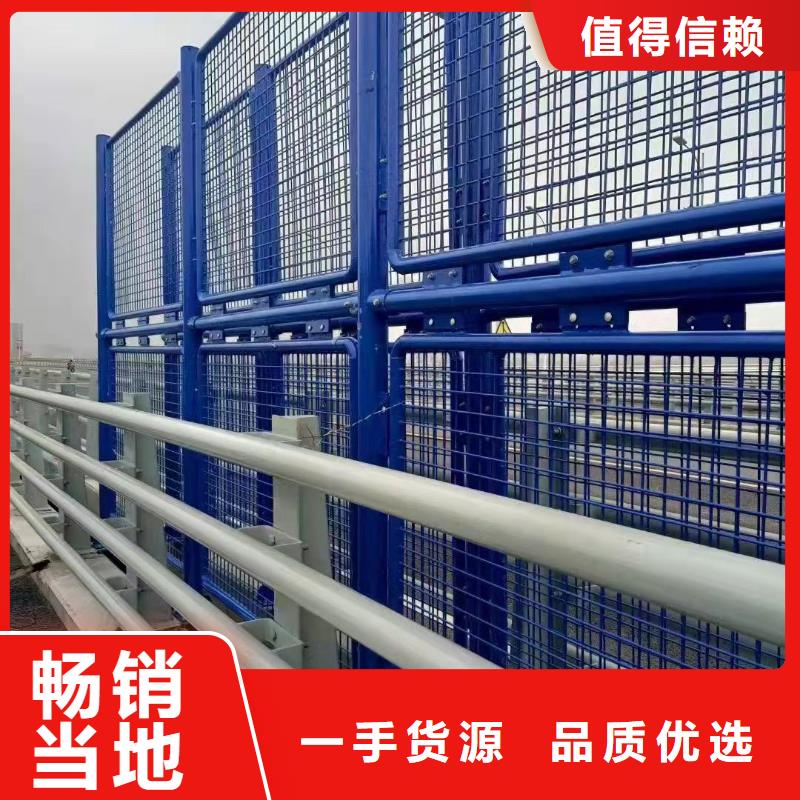
公路护栏是为了更好的维持交通秩序,但是公路防护栏如何延长使用寿命呢。进行浸塑是防腐的方法之一,现在国内比较成熟的作法是:粉末浸塑法,它起源于流化床法,所谓的流化床初是在温克勒气体发生炉上应用于石油分解,进而了固气两相工艺,后逐渐用于金属涂塑方面。 我们知道流化床是固体流态的第段(阶段为固定床阶段,第段为气流输送阶段),在固定床的基础上继续增大流速(W),床层开始和松动,床层高度开始增加,每个粉末颗粒被浮起,因而离开原来位置作一定程度的移动,这时便进入流化床阶段。 所以有时仍叫"流化床包覆法",实际过程是把粉末涂料加入底部多孔透气的容器(流动槽)中,由鼓风机从下送入经过处理的压缩空气,使粉末涂料达到"流化状态"。成为均匀分布的细散粉末。bc段说明流化床内粉层,其高度(I)随着气体速度的增大而增加,但床内压强(△P)并不增大,在一定范围内变动流速而不影响流体所需的单位功率,这是流化床的特征,正是利用这一特点来进行涂装工艺实施的。 流化床内粉末流化状态的均匀性是保证涂膜均匀的关键。在粉末涂装上用的流化床属于"竖式流态化",流化数必需经过试验找出,一般以能够涂敷即可,流化床内粉末的悬浮率可达30~50%。浸塑方法如下:例如:经过除油预热到粉末涂料熔融点以上,浸渍到流化床中后塑粉会均匀粘附,然后塑化高分子交联流平成钢塑复合制品.。









 扫一扫
扫一扫